
以下是:衢州市衢江區定做焊接平臺廠家的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 定做焊接平臺供應范圍覆蓋浙江省 衢州市 柯城區、衢江區、常山縣、開化縣、龍游縣、江山市等區域。 【偉業五金】業務覆蓋多元場景,提供以下產品和服務:柯城鑄鐵焊接平臺廠家一站式采購商、常山鑄鐵焊接平臺廠家貨真價實、開化鑄鐵焊接平臺廠家源頭廠家供應、龍游鑄鐵焊接平臺廠家生產型、江山鑄鐵焊接平臺廠家助您降低采購成本等。定做焊接平臺廠家,偉業五金機械廠(衢州市衢江區分公司)weiye546-14專業從事定做焊接平臺廠家,聯系人:李經理,電話:【18762195566】、【18762195566】,供應服務范圍覆蓋:浙江省、衢州市、衢江區、柯城區、常山縣、開化縣、龍游縣、江山市,以下是定做焊接平臺廠家的詳細頁面。 浙江省,衢州市,衢江區 衢江區前身為衢縣,始建于東漢初平三年(192年),已有1800多年歷史。2001年12月26日,經國務院批準撤銷衢縣,設立衢州市衢江區。蘊育了唐代高僧大徹禪師、北宋“鐵面御史”趙抃、南宋抗金名將徐徽言、狀元毛自知、明代“中華神針”楊繼洲等一批文化名人。境內有蔥口新石器洞穴遺址、廟山尖西周土墩墓群、初唐古寺明果寺、兩弓塘宋代青瓷遺址、金仙巖南宋摩崖石刻等歷史遺存;有天脊龍門風景區、藥王山景區、樓山后景區等景區。
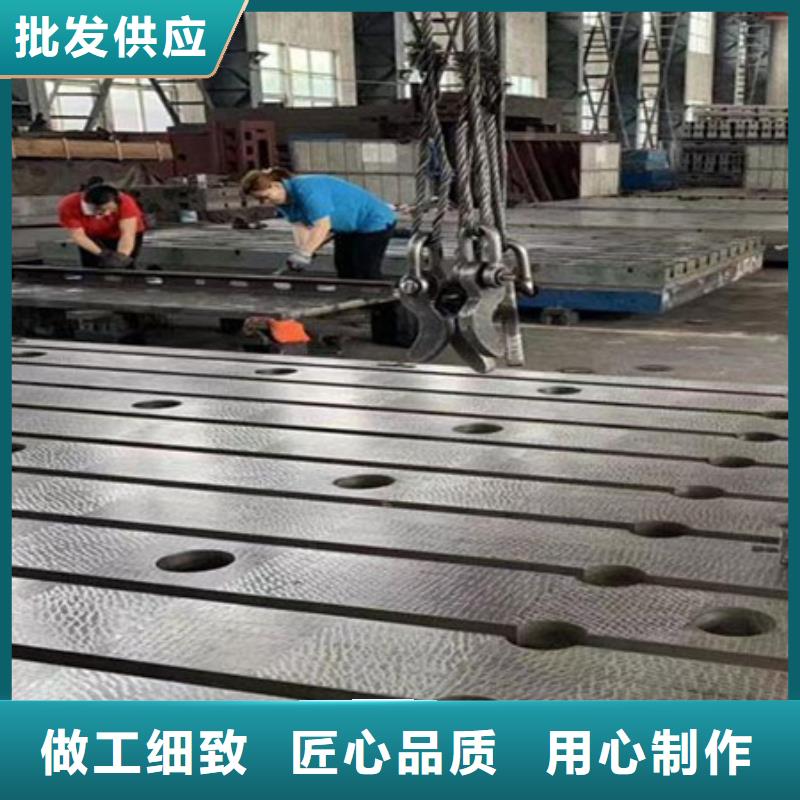
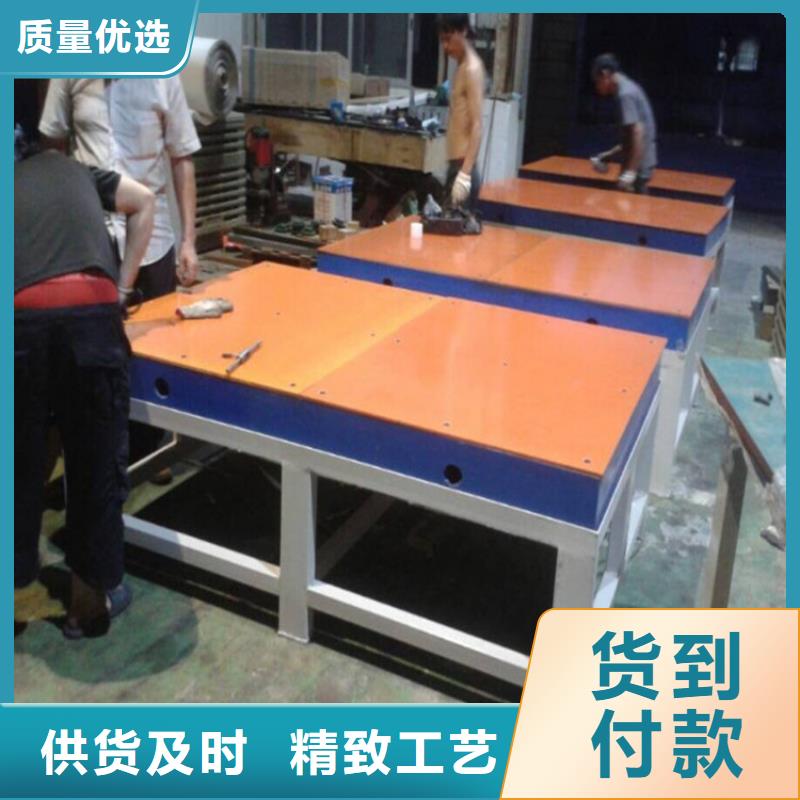
想要探索定做焊接平臺廠家的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。以下是:衢州衢江定做焊接平臺廠家的圖文介紹衢州衢江偉業五金機械廠 鑄鐵焊接平臺廠家產品注重質量,價格,服務,試營銷公司活動政策(運費減半政策,互利互惠政策,資源共享政策,會員系統政策,資金流動政策,等精彩活動)吸引不少同行與行外的人稱贊。歡迎前來衢州衢江偉業五金機械廠。期待您的來臨。
T型槽焊接平臺精度按標準計量檢定規程執行,分別為0、1、2、3四個等級。
T型槽使用螺栓標準其實就是螺栓制作的標準。T型槽通端俗稱退絲孔,退絲孔主要用于跨度較大的T型槽,增加退絲孔的作用是在安裝或拆卸螺栓的時候比較方便。一般跨度大于2米的T型槽焊接平臺才有必要考慮加工退絲孔,因為跨度小的T型槽在安裝和拆卸螺栓的時候是很方便的,而且退絲孔會打斷螺栓在T型槽內的行程,所以跨度小的T型槽基本不用考慮這個問題。T型槽焊接平臺上帶有T型槽,T型槽的作用就是配合螺栓和螺桿對工件進行固定,方便焊接和裝配等工作,T型槽的尺寸要根據使用螺栓的尺寸來定,T型槽的規格尺寸一般都是按客戶需要定制的。
焊接平臺焊接平臺在做開槽處理注意事項;實際生產工作中,為了便于工裝夾具的固定或設備的安裝等諸多使用需求,焊接平臺焊接平臺往往要設計開槽加工。作為開槽加工,其加工工藝有著諸多要求。偉業機床結合實際生產工藝為廣大使用單位做了如下總結。
1.結合焊接平臺上需要安裝的工件,設備,工裝的安裝螺栓尺寸,按照T型槽標準GB/T158-1996確定好相應的T型槽尺寸。
2.綜合焊接平臺焊接平臺需要承載的重量,T型槽尺寸制定焊接平臺平臺臺面厚度。臺面太薄,在做T型槽加工時會導致臺面加工透,甚至報廢。太厚,造成焊接平臺重量增加,無形中又增加了采購成本。
3.在設計T型槽間距時,應尤為注意不可使其間距小于150mm左右,T型槽加工過于嚴密,往往降低了焊接平臺的結構穩定性。對后期使用影響非常大。
V型槽的刨法與加工:焊接平臺在刨T型槽常時非常容易因操作錯誤使平臺刨削的T型槽出現誤差,下面我們主要介紹一下焊接平臺刨削T型槽出現的主要誤差及原因。
1、焊接平臺的槽與平臺工作面側面不平行。其主要原因是焊接平臺在安裝時未按劃線找正,或在加工時焊接平臺生產位移等。
2、焊接平臺T形槽左右凹槽的頂面不在同一平面上。其原因是機床對刀不準確。在用一次走刀加工完凹槽時同于左右變切刀的主切削刃寬度不相等。
3、焊接平臺的T型槽左右凹槽寬度不一樣。主要原因是槽向走刀未掌握好。
4、焊接平臺的T型槽底面中間有淺槽。其原因是加工槽底面時接刀不好,或在加工直角槽時刨得太深。
以平時常見V型架刨v形槽的刨斜面和創溝槽兩種方法的綜合,具體方法如下:
1、加工前,先要在v型架(v型鐵)工件上面出v形槽的加工線,找正并裝夾工件。
2、水平走刀粗刨去大部分加工余量,見下圖。
3、用切槽刀切去v形槽底部的直角槽(見圖8-12b),以利于刨削斜面。
4、傾斜刀加和拍臺座,并換上偏刀,按刨斜面的方法來分別刨削兩斜面(見圖8-12c)。對較小的v形槽,在精刨時也可以用樣臺刀直接刨出(圖8-12d)。
T型槽平臺材質采用高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品的精度穩定,耐磨性能好。
焊接平臺T型槽間距標準是確定兩條T型槽之間距離的重要依據一般設計的間距越大T型槽對工作面結構的破壞就相對越小。T型槽尺寸標準就是指加工T型槽時加工尺寸的依據,也就是T型槽外形的尺寸。
T型槽平臺的注意事項有以下幾點:
1、每次切削行程的終了、回程開始之間,要切刨刀抬出槽處。因此,前后越程都應該適當放大,以便有較充足的進間和空間抬刀或落刀。
2、在刨削T型槽過程中要注意刀具的非切削部分不要與鑄鐵平板發生摩擦或碰撞,以免造成事故或產生廢品。
3、鑄鐵平板刨T型槽的凹槽時,切削用量要求,并且要用手動走刀,以免損壞刀具和工件。
在衢州市衢江區采購定做焊接平臺廠家請認準偉業五金機械廠(衢州市衢江區分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋浙江省 衢州市 柯城區、衢江區、常山縣、開化縣、龍游縣、江山市,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-【18762195566】)。