

以下是:宜春市樟樹市槽鋼源頭工廠的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 槽鋼供應范圍覆蓋江西省 宜春市 袁州區、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區等區域。 【法爾克】為客戶提供多樣化產品,包括袁州螺旋鋼管把實惠留給您、奉新螺旋鋼管核心技術、上高螺旋鋼管技術先進、宜豐螺旋鋼管大廠生產品質、靖安螺旋鋼管現貨批發、銅鼓螺旋鋼管品牌專營、豐城螺旋鋼管產地貨源等,適配多元場景需求。槽鋼源頭工廠,法爾克貿易(宜春市樟樹市分公司)fek1262-14為您提供槽鋼源頭工廠,供應服務范圍覆蓋江西省、宜春市、樟樹市、袁州區、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、高安區,聯系人:付經理,電話:【023-68832928】、【18983998634】。 江西省,宜春市,樟樹市 秦始皇二十六年(前221年),始建新淦縣,治于淦陽(今樟樹市城區)。五代南唐昇元二年(938年),劃出新淦縣以北地區,另撥新淦縣的崇學鄉和高安縣的建安鄉、修德鄉在蕭灘鎮(宋改稱臨江鎮)建清江縣(袁贛二水匯流蕭灘,江水清澈,以水名縣)。1988年10月26日,撤銷清江縣,設立樟樹市。樟樹市自古有“八省通衢之要沖,贛中工商之鬧市”之稱,浙贛鐵路穿境而過,京九鐵路和105國道縱穿南北,贛粵高速公路和滬瑞高速公路橫貫東西,樟樹港與南昌、九江港并稱為贛江三大港口。樟樹市有墓葬、古建筑、石雕、碑刻等文物保護點1000余處。2016年12月,被列為第三批新型城鎮化綜合試點地區。2019年,被列為知識產權強縣工程示范縣(區)。
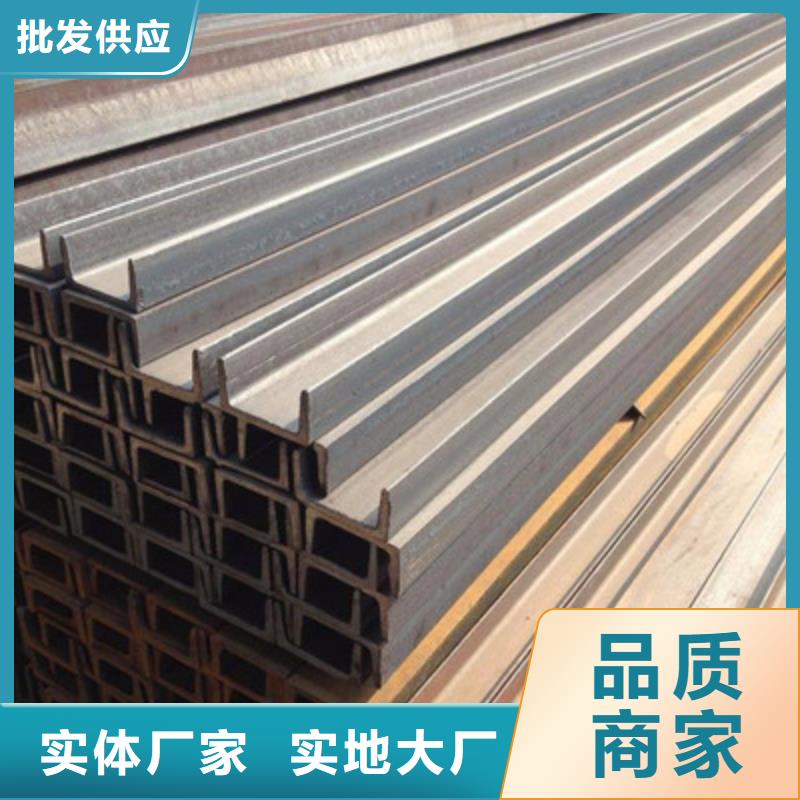
不要猶豫,花一分鐘時間觀看我們的槽鋼源頭工廠產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。以下是:宜春樟樹槽鋼源頭工廠的圖文介紹
宜春樟樹法爾克貿易有限公司注冊資金800萬元,占地面積近50畝,建筑面積達10000平方米。經過多年努力,公司已具備了可觀的 螺旋鋼管生產能力和科技開發水平。公司 螺旋鋼管生產設備精良, 螺旋鋼管產品工藝可靠,檢測手段齊全,企業管理嚴格,產品質量過硬。
伴隨我國經濟成長的持續疾速推進,和我國鋼結構建造的疾速成長,為熱軋重慶槽鋼的趕上和擴大創作了優良的商場要求.重慶槽鋼廠家覺得重慶槽鋼的需求量還會進一步上去,看好重慶槽鋼的成長前景.鋼結構因重量輕、強度高、抗震功能好、工業化出產、施工速度快、節能環保等長處,在全國界線內獲得尋常運用.
我國已然充分具有鋼結構的成長要求,鋼結構建造閃現繁榮成長的大好陣勢.初,鋼結構已成為我國建造商場的需求.大跨度廠房、場館、高層樓宇、塔架及海上平臺、橋梁和住屋樹立,都需求鋼結構的疾速成長.次要,我國已充分具有成長鋼結構的物資要求.
此外,我國已具有成長鋼結構的政策要求.當局增強了鋼結構的政策開導和支持,建造鋼結構設計、制作、施工的相關國度標準規范己根基訂正體系結束.
鋼結構采取全自動埋弧焊出產線自下料、組立、焊接整體由微機操縱,擔保出產的重慶槽鋼尺寸精度,焊縫品質均抵達國度標準.鋼結構建造,結構簡練、簡便,擴大了建造物的里面空間,節約鋼材,裝配周期短,屋面和墻面采取炫彩壓型鋼板,使建造物更具時代感.
重慶槽鋼是土木工程中所用的梁或柱子的構建用鋼材的總稱,又稱工字鐵,因橫截面如漢字"工"字而得名.具備抗彎才華強、施工簡約、節省老本和結構重量輕等長處,已被尋常運用.常常在橋梁、船舶、起重運輸機器、設置底子、支架、底子樁等為常見,底下重慶槽鋼署理為您其詳明運用.
剪切工藝優化
問題分析
某鋼廠中400mm機組是以生產中號角鋼和槽鋼為主的型材機組,年產量65萬噸,其中槽鋼產品規格為638~1208,產量約占總產量的25%。成品槽鋼的分段作業采用1臺400t冷剪機進行。槽鋼剪切質量對后續工藝,特別是焊接質量影響較大,若剪切斷口處存在塌肩、毛刺、撕裂、切斜等,則會使槽鋼對接時存在較大縫隙,影響焊接質量,特別是強度指標,從而造成較大的隱患。
安鋼垂400mm機組隨生產節奏和產量的提高,上述剪切越來越突出,剪切質量內控達標率僅為94.2%。而且剪刃的使用壽命越來越短,平均每班更換一次,造成生產成本和職工勞動強度增加。針對這些問題,從工藝、技術和操作上進行了認真分析,并提出了相應改進措施,取得了較好效果。
1、工藝原因
該機組的設計能力為20萬t/a,但產量達到了60萬t/a,冷床區生產能力不足的問題很突出,與生產角鋼相比,槽鋼的冷卻速度較慢,從而造成剪切時槽鋼溫度較高,極易出現塌肩、毛刺、撕裂等,并且對剪刃壽命的影響較大。
2、剪刃設計原因
槽鋼剪刃設計的基本依據是槽鋼成品孔型形狀,如圖1所示(以100#槽鋼為例)。這種設計在剪切過程中易出現以下問題:一是槽鋼兩肩部與其他部分相比,相對較厚,所需剪切力也較大,剪刃磨損較快,剪刃使用一段時間后。這一部分相對磨損量大,致使肩部間隙較大,易出現塌肩現象;二是槽鋼兩腿與腰部處相比,由于剪切角度的影響,當剪刃磨損后,在剪切兩腿時,剪切量變小,腿部剪切由通常的剪斷變成了撕斷,槽鋼腿端面極易出現毛刺;三是上、下剪刃腿部斜度與槽鋼成品孔型基本一致,這樣在剪切時腿部基本同時受力,剪切力較大,剪刃磨損較快,一方面腿端剪切壓痕嚴重,另一方面剪刃老化后,極易出現槽鋼剪切部分撕裂、毛刺較多的現象。后兩點是影響槽鋼剪切質量的主要原因。
改進措施
針對上述3個問題,分別采取了相應措施。
1、針對冷床冷卻速度慢的問題,在冷床區增加了水霧風機來提高冷床區的冷卻速度,又在剪機前一個倍尺處增加了一組水霧噴頭,降低槽鋼剪切部分的溫度,從而避免了因鋼溫高而造成的剪切。
2、針對槽鋼剪刃設計存在的問題,結合生產實際情況,將剪刃設計為圖2所示的形狀(以100#槽鋼為例)。上剪刃寬度由100mm改為99mm,減少上剪刃在左右方向的間隙,改善槽鋼兩角部的剪切質量;下剪刃兩角部圓弧尺寸由R8mm改為R7mm,提高兩角部的剪切重疊量,改善槽鋼肩部剪切質量;下剪刃上邊寬度由79mm改為80mm,下邊寬度由97mm改為94mm,使下剪刃腿端斜度小于槽鋼成品孔型斜度,這樣在腿部剪切時,腿部上、下方向上不會同時受力,從而減少剪切力,改善剪切質量。
3、通過對各規格槽鋼實際剪切質量和剪切間隙進行數據回歸分析,制定了每種規格的剪切間隙規范,具體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的不同墊片。每次更換剪刃時,先測量間隙,再選擇相應的墊片,確保剪切間隙控制在工藝要求范圍內。
法爾克貿易有限公司
槽鋼源頭工廠,法爾克貿易(宜春市樟樹市分公司)專業從事槽鋼源頭工廠,聯系人:付經理,電話:【023-68832928】、【18983998634】,供應服務范圍覆蓋:江西省 宜春市 袁州區、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區,以下是槽鋼源頭工廠的詳細頁面。








