

以下是:宜春市樟樹市珩磨管省心省錢的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 產(chǎn)地 聊城 品牌 九冶 顏色 金屬色 可定制 是 價(jià)格 噸 /元 范圍 珩磨管省心省錢供應(yīng)范圍覆蓋江西省、宜春市、樟樹市、袁州區(qū)、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、高安區(qū)等區(qū)域。 【九冶】業(yè)務(wù)覆蓋多元場景,提供以下產(chǎn)品和服務(wù):高安絎磨管保障產(chǎn)品質(zhì)量、上高絎磨管商家、袁州絎磨管專業(yè)的生產(chǎn)廠家、靖安絎磨管不斷創(chuàng)新、奉新絎磨管用心制作、宜豐絎磨管每一處都是匠心制作等。您是想要在宜春市樟樹市采購高質(zhì)量的珩磨管省心省錢產(chǎn)品嗎?九冶管業(yè)(宜春市樟樹市分公司)lcjy450-14是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的珩磨管省心省錢產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:李經(jīng)理-【15192183985】,地址:《丁塊工業(yè)園》。 江西省,宜春市,樟樹市 樟樹市,又名藥都、清江,江西省轄縣級市,由宜春市代管,地處江西省中部,鄱陽湖平原南緣,跨贛江中游兩岸,介于東經(jīng)115°06′33″至115°42′23″,北緯27°49′07″至28°09′15″之間,總面積1290.99平方千米。樟樹市為中亞熱帶季風(fēng)氣候,具有氣候溫潤,四季分明,霜期較短,日照充足的特點(diǎn)。截至2022年11月,樟樹市共有4個鄉(xiāng)、10個鎮(zhèn)、5個街道、1個園藝場,市政府駐淦陽街道。截至2021年末,樟樹市戶籍人口602088人,比上年減少2506人。
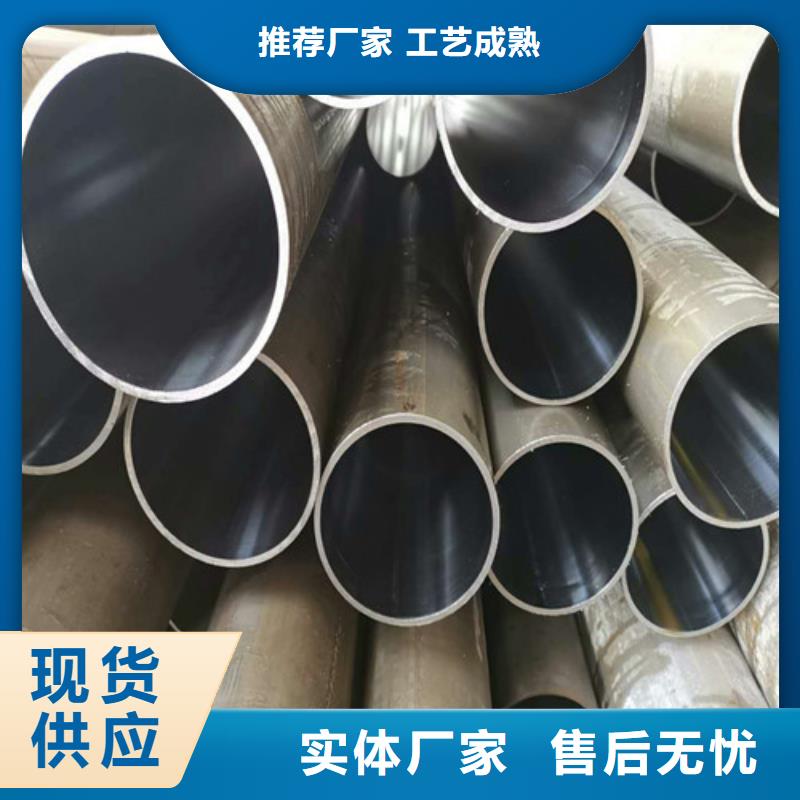
想要知道珩磨管省心省錢產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!以下是:宜春樟樹珩磨管省心省錢的圖文介紹
高精度冷拔精密鋼管是一種新型高技術(shù)節(jié)能產(chǎn)品。近年來,采用本項(xiàng)技術(shù)生產(chǎn)的精密鋼管已廣泛地應(yīng)用于國內(nèi)液壓、氣動缸,煤炭井下支架(支柱),石油泵管,千斤頂?shù)戎圃祛I(lǐng)域。高精度冷拔精密鋼管的推廣應(yīng)用對節(jié)約鋼材,提高加工工效,節(jié)約能源,減少液壓缸、氣缸加工設(shè)備投資有重要意義。 冷拔方式:生產(chǎn)高精度冷拔管──液壓缸體與傳統(tǒng)的切削工藝比較,具有以下特點(diǎn):(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時,用冷拔方法生產(chǎn)只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達(dá)到60%左右,而用冷拔方法生產(chǎn),率可達(dá)95%以上。(3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達(dá)95%。
熱軋絎磨油缸管后的區(qū)別:
熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī) 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
宜春樟樹九冶管業(yè)有限公司一直堅(jiān)持人才和 絎磨管產(chǎn)品并重的原則,吸納了具有經(jīng)驗(yàn)豐富的 絎磨管工程技術(shù)人員和專業(yè)管理人才,嚴(yán)管理、高技術(shù)、先進(jìn)的 絎磨管生產(chǎn)設(shè)備及完善的檢測手段 ,生產(chǎn)高品質(zhì)的 絎磨管產(chǎn)品,提供優(yōu)質(zhì)的售后服務(wù)。
滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)薄壁氣缸管內(nèi)表面磨損處理方法 薄壁氣缸管存在較深縱向拉痕的,按照實(shí)物進(jìn)行測繪,由專業(yè)生產(chǎn)廠俺珩磨管制造工藝重新生產(chǎn)進(jìn)行更換,近資料顯示,可運(yùn)用TS311減磨修補(bǔ)修復(fù)珩磨管。減磨修補(bǔ)劑主要用于對磨損、劃傷金屬零件的修復(fù)。油缸珩磨管修復(fù)過程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用丙酮清洗溝槽表面,用珩磨管內(nèi)徑仿形板調(diào)好的TS311減磨修補(bǔ)劑敷涂于打磨好的表面上,用力刮平,確保壓實(shí),并高于珩磨管內(nèi)表面,待固化后,打磨并留出精加工余量。后通過研磨使珩磨管整體尺寸、行位公差、粗糙度達(dá)到要求。油缸珩磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果薄壁氣缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁氣缸管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無縱向拉痕,并測量拉痕深度,采取相應(yīng)解決辦
滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象, 滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
點(diǎn)擊查看九冶管業(yè)(宜春市樟樹市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在宜春市樟樹市采購珩磨管省心省錢請認(rèn)準(zhǔn)九冶管業(yè)(宜春市樟樹市分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),供應(yīng)服務(wù)范圍覆蓋江西省 宜春市 袁州區(qū)、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區(qū),讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:李經(jīng)理-【15192183985】)。













