

以下是:巴中市通江縣無縫鋼管實體大廠可放心采購的產品參數【寶菱】以匠心打造多元場景產品,涵蓋巴州無縫管細節決定成敗、南江無縫管精致工藝、平昌無縫管優選原材等。無縫鋼管實體大廠可放心采購,寶菱鋼管(巴中市通江縣分公司)sdbl358-14為您提供無縫鋼管實體大廠可放心采購的資訊,聯系人:李經理,電話:【15095038058】、【15095038058】,供應服務范圍覆蓋四川省、巴中市、通江縣、巴州區、南江縣、平昌縣。 四川省,巴中市,通江縣 2012年,通江縣被譽為 “川陜蘇區首府”、“中國紅軍之鄉”、“中國銀耳之鄉”、“中國溶洞之鄉”的稱號。2018年,實現地區生產總值(GDP)123.54億元,比上年增長8.1%。
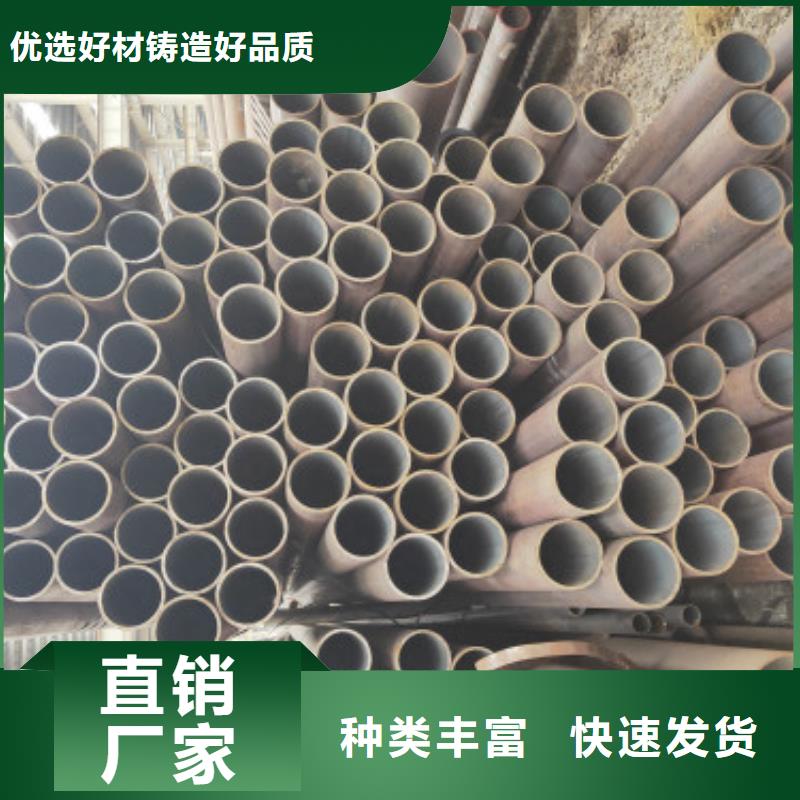
以下是我們精心制作的無縫鋼管實體大廠可放心采購產品視頻,它比任何文字描述更能展示產品的細節和優勢。請您點擊觀看,讓我們的產品為您帶來驚喜。以下是:巴中通江無縫鋼管實體大廠可放心采購的圖文介紹巴中通江無縫管寶菱鋼管有限公司巴中通江無縫管一站式采購服務熱銷產品PRODUCT REAL SHOT DISPLAY巴中通江無縫管的圖文介紹
專業公司源頭工廠
JCOE鋼管制造技術的進步LSAW大口徑鋼管的制造方法以UOE法為主,直徑和壁厚超過UOE制造范圍時,用三輥彎曲法和壓力彎曲法制造。20世紀90年代中期以德國、印度、俄羅斯和中國為中心建設了JCOE法的大口徑鋼管廠,是與UOE法詳細比較的時期。JCOE鋼管的制造工序JCOE法是德國SMS Meer公司開發的。其工序是:①軋邊;②預彎邊;③采用壓力機彎曲一端彎曲成J形狀,另一端同樣成J形,成形為C形, 成形為管縫打開的O形;④管縫焊接;⑤擴管。與UOE法比較,UO部分置換為③壓力機彎曲。 可制造范圍是直徑60in.,長度18m,使用普通工具鋼管壁厚是40mm,使用特殊工具 可達到65mm。40mm壁厚時。
12.2m長度的壓力機負荷是65MN,18.3m長度的壓力機負荷是100MN。JCOE鋼管的特點JCOE法的特點是設備成本低,一條生產線的投資額是UOE的1/8,產量是1/2。特別是每種尺寸U形壓力機、O形壓力機的模具與UOE法不同,工具成本低,更換時間也短,所以,適合生產多品種量少的鋼管。作為鋼管特性,因進行 擴管,推測殘余應力與UOE法差別不大。UOE法中,U形壓力機彎曲的部分,O形壓力機初期形成多角形時折彎部分變形大,圓周方向有變形分布。JCOE法中,如果仔細進行J成形,變形分布小。如何仔細進行J成形對生產率有直接影響,但實際操作不明確。定位焊接以后與UOE鋼管相同,擴管之后JCOE法和UOE法生產的鋼管品質差異不大。螺旋焊管制造技術的進步從1994年以后,日本國內就沒有新建螺旋焊管軋機,但是進行了旨在提高生產效率的焊接速度提高和縮短組裝時間的設備改造。
在海外,采用面向管線鋼管的高品質、率化的Two-step工藝。高速焊接技術螺旋焊管焊接位置必然是上坡焊或下坡焊接,所以,存在焊道形成控制難的問題。與1986年相比,各公司通過多電極化和調整焊接條件,提高了到傾斜焊接的極限實力。一部分先用ERW焊,然后用SAW焊的工藝已工業化,實現了 5m/min的焊接速度。兩步法生產工藝在海外,定位焊接和管縫焊接工序是分開的,使兼顧高品質和率的工藝工業化,現在用于管線鋼管的螺旋焊管軋機大多采用Two-step(兩步法)生產工藝。定位焊接是用二氧化碳氣體保護焊進行內面焊接,有報告稱密封焊的速度 達到9m/min。與原來的One-step(一步法)工藝相比,大大提高了生產率。多年經驗
買巴中通江無縫管直接找源頭工廠給您更好的產品
質量把控
嚴格把控巴中通江無縫管生產標準確保品質出廠的都是合格品
支持定制
巴中通江無縫管按需定制產能穩定滿足多種需求
服務保障
巴中通江無縫管成熟技術團隊和售后團隊交貨準時
巴中通江無縫管定制流程
您是想要在巴中市通江縣采購高質量的無縫鋼管實體大廠可放心采購產品嗎?寶菱鋼管(巴中市通江縣分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的無縫鋼管實體大廠可放心采購產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-【15095038058】,地址:《開發區武夷山路大東市場A1-335號》。
















