

以下是:邵陽市大祥區異型管供應商 異型管廠家的產品參數【利康】以匠心打造多元場景產品,涵蓋洞口冷拔異形鋼管工廠采購、雙清冷拔異形鋼管快捷的物流配送、綏寧冷拔異形鋼管專業生產廠家、隆回冷拔異形鋼管放心選購、武岡冷拔異形鋼管廠家直銷值得選擇、新寧冷拔異形鋼管廠家采購等。異型管供應商 異型管廠家_利康金屬材料(邵陽市大祥區分公司)lcjs383-14,固定電話:【15224295881】,移動電話:【0635-8882574】,聯系人:高經理,經濟技術開發區蔣官屯辦事處鄧官屯工業園。 湖北省,邵陽市,大祥區 大祥區,邵陽市轄區,位于湖南省邵陽市西南部,東與邵東市相連,南、西和邵陽縣接壤,北隔資江與北塔區相望,東北瀕邵水與雙清區友鄰,為邵陽市行政黨群所在地,大中專院校、重要金融機構、大型賓館商廈大都坐落境內,是全市的政治、經濟文教、金融、商貿、交通中心。區域面積215平方公里。根據第七次人口普查數據,截至2020年11月1日零時,大祥區常住人口為362289人。
精心打磨的產品視頻已準備就緒,它將帶您深入異型管供應商 異型管廠家的魅力世界,讓您重新發現產品的無限可能。以下是:邵陽大祥異型管供應商 異型管廠家的圖文介紹
危害異型管給料精密度的要素
異型管沖壓模具生產制造時在確保給料必需時間的前提條件下,盡可能減少給料時間,但給料速率會對精密度造成欠佳的危害。給料精密度的好壞立即危害著異型管的精密度和質量,因而保持穩定的給料精密度是十分必需的。
危害異型管給料精密度的要素關鍵有以下內容:
(一)異型管給料設備的軸線與沖壓機械的軸線務必設定在同一平行線上。假如沒有一條平行線上,放卷機后的原材料被送至磨具時,相對性于磨具就是說歪斜的,磨具內部的原材料導向性,給料設備的側邊導向性等都是產生挺大的抵御,在挺大水平上減少給料的精密度。
二)異型管原材料力度方位的波浪紋樣子一定要小。隨之板厚的凸起也會,比較嚴重時2000mm的長短范圍之內會有5mm左右的凸起,那樣的原材料就不可以給料了。
(三)與表層十分光潔的防水卷材對比,表層不光滑的厚鋼板和給料設備輥輪間的摩擦阻力要高,因此異型管給料精密度會相對地獲得。必須留意的事,不光滑面注塑厚鋼板是在冷扎拓寬時,在原材料表層會產生十分細微的凸凹,這種不光滑的面能導致軋制油的殘余,也有利于拉生產加工。
(四)驅動器給料輥輪的傳動齒輪類齒隙較為小,驅動器給料輥輪的交流伺服電機能夠靈便、適當地加、降速。
(五)軋制油膜對給料精密度造成危害,冷軋進行后假如置放時間太長,軋制油就會產生干躁干固狀況,給料時原材料就會與給料輥輪產生拖動,使給料的精密度降低。
(六)當異型管原材料從很寬的原材料裁切時,因裁切設備的精密度和彎曲剛度緣故裁切出來的原材料力度會出現正、負偏差。在根據磨具的導向性柱時,原材料太窄就會造成空隙,產生顫動,使給料的精密度降低。在根據磨具的導向性柱時,原材料過寬會被縮小形變,也會比較嚴重減少給料精密度
以下是 冷拔異形鋼管的詳細介紹頁面,由于邵陽大祥利康金屬材料有限公司 冷拔異形鋼管產品種類較多,具體 冷拔異形鋼管產品價格請致電,以電話中實際報價為準。
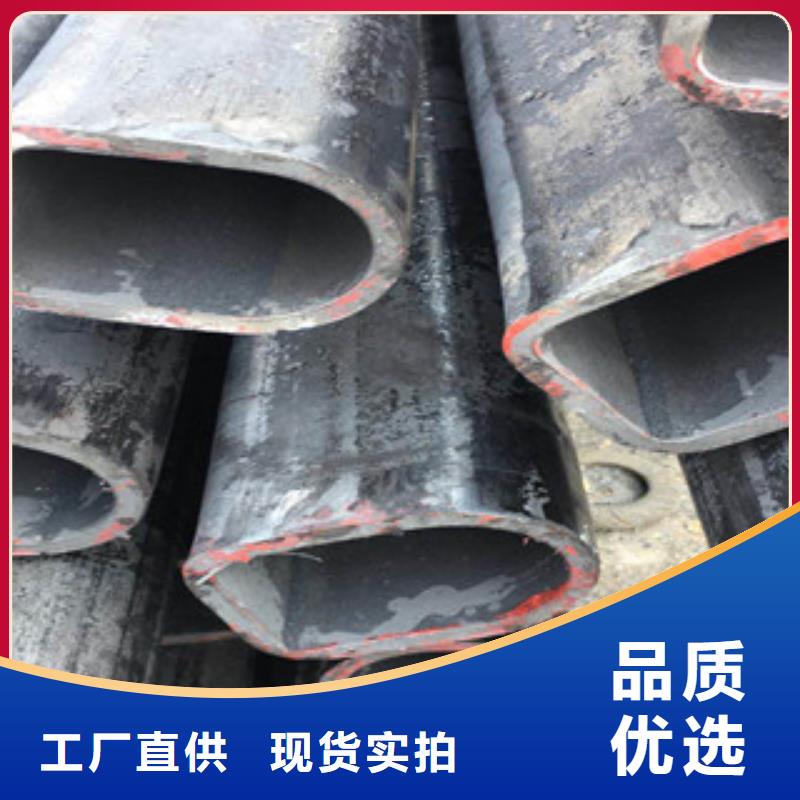
公司常年銷售異型管、異型鋼管、橢圓異型鋼管、平橢圓異型管、菱形異型鋼管、錐形異型管、半圓形、拱形、扇形、冷拔異型鋼,三角異型管、六角異型管、八角形方矩形、方形、矩形、錐形、梯形、螺旋形管及其它復雜斷面的異型管材。
主要產品:冷拔無縫鋼管和異型鋼管,非標異型鋼管等按客戶需求可定做,材質有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有縫和無縫異型管,這些鋼管的外形尺寸覆蓋了從1”到24”的全部范圍可以按照中國GB、日本JIS、德國DIN、美國ASTM等標準生產。產品主要用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力。
異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異 型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管……
(一)履帶成形
將排輥群進一步密集化,變成上下兩塊成形板,上板俯視為三角形,帶材入口處寬,管筒出口處窄,三角形板的橫斷面形狀按成形規律要求設計。下板由橫斷面為V形槽的履帶鏈塊拼成,隨著履帶由帶材入口向管筒出口方向運轉,帶材被帶入變形區,連續彎曲成形。異型鋼管筒出口段的三角板橫斷面設計,還可以考慮對成形管筒底部給予一定的壓縮量,以求帶材的側邊與中底部的延伸平衡,使焊縫附近不產生波紋。此法生產的異型鋼管材外徑為20~50mm,壁厚0.5~3.5mm,壁厚與外徑比達到1/100。
(二)輥式成形
將帶材在多機架的輥式連續成形機上,按照一定的孔型系統逐漸連續彎曲成要求形狀和規格的管筒變形過程。輥式連續成形機的機架一般為二輥式,大管徑異型鋼管也可采用多輥式。閉口孔的上輥槽底帶有導向環。立輥對改善成形質量有很大好處,它起導向作用,使成形過程中帶材運行穩定不竄動;同時,通過孔型設計對管坯邊緣進行側面壓縮,降低成形過程中邊部的附加張應力,以防止異型鋼管焊縫附近起鼓包或波紋。另外,隨著管坯彎曲程度的增大,下輥成形凹槽越來越深,上輥的凸肚越來越大,結果會使閉孔之前的兩架開口孔型上下輥的工作輥徑相差很大。這樣上下輥接觸面之間,就會因速度差而迅速磨損,并劃傷異型鋼管坯表面。用從動立輥取代這部分水平輥,就避免了這一缺點,并且簡化了軋機結構。為使焊縫對正異型鋼管體中軸線,在焊縫一側的成形輥槽底皆帶有導向環,其厚度向出口逐架減薄。
立輥成形法是在充分利用立輥成形的優點的前提下開發的。成形機架除頭兩架開口孔為水平輥機架、后的封閉孔型為水平輥機架或多輥機架外,其余均采用從動式立輥機架。特點是:1.充分發揮了立輥壓縮帶材邊緣、降低邊部軸向附加張應力的作用,可提高成形質量;2.孔型公用性強,適應規格范圍廣,調整方便靈活;3.成形過程中帶材運行穩定;4.立輥變形接觸區短,單位能耗低;5.設備簡單;6.適用于中小型異型鋼管生產。
(三)排輥成形
以一系列小輥群按一定變形規律連續排列,從兩側將帶材連續卷曲進行成形的主要變形。只有架開口孔為水平輥機架,后幾架封閉孔型為水平輥或多輥機架。在通常的輥式成形機上,在成形機架之間都會發生成形帶材的回彈現象。為補償回彈變形,下一機架的變形量必須相應加大,因而增大了異型鋼管帶材邊緣的相對延伸,增加了焊縫附近出現鼓包或波紋缺陷的傾向。排輥成形時由于在成形水平輥之間配置了一系列比較密集的小輥,它們不僅有效地限制了回彈變形,且使帶材邊緣沿著一條符合變形規律的成形曲線彎曲成管筒,異型鋼管成形過程中還能連續壓縮邊緣、減緩縱向附加張應力,所以能實現成形,這在生產直徑大于450mm的大管和薄壁管時尤為顯著。
在邵陽市大祥區采購異型管供應商 異型管廠家請認準利康金屬材料(邵陽市大祥區分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋湖南省 邵陽市 雙清區、大祥區、北塔區、邵東市、新邵縣、隆回縣、洞口縣、綏寧縣、新寧縣、武岡市,讓您購買到更加實惠、更加可靠的產品。(聯系人:高經理-【15224295881】)。












