| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 材質 | 201、304、316、235、345 |
| 品牌 | 聚宜興 |
| 范圍 | 橋梁防撞護欄河堤護欄供應范圍覆蓋河南省 鄭州市、開封市、洛陽市、焦作市、新鄉市、平頂山市、鶴壁市、安陽市、濮陽市、許昌市、三門峽市、南陽市、漯河市、信陽市、周口市、駐馬店市、商丘市 中原區、二七區、金水區、上街區、惠濟區、中牟縣、鞏義市、滎陽市、新密市、新鄭市、登封市等區域。 |
為了讓用戶用上滿意的產品,聚金屬制品 (鄭州市分公司)建立了嚴苛的 道路防撞護欄質量驗收的標準,還擁有先進的操作技術,為客戶提供精準的售后服務,以遠高于驗收標準的工藝確保 道路防撞護欄的質量。





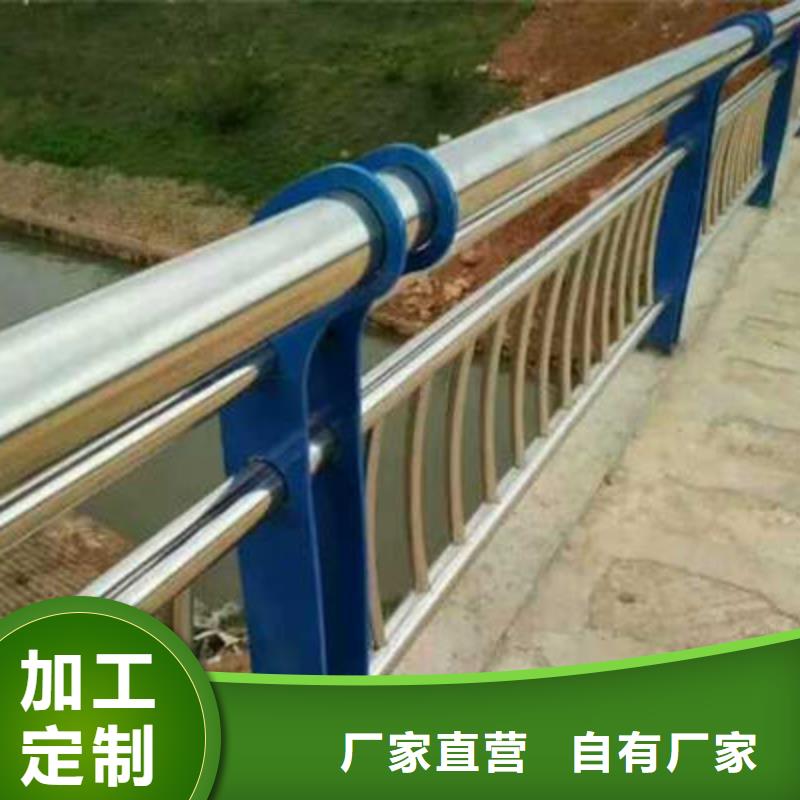
橋梁護欄的特點是什么
橋梁護欄是指設置在橋梁上的護欄,其主要為了避免失控車輛越出橋外,而且也美化了橋梁建筑,下面,我們就具體來了解一下橋梁護欄。
橋梁護欄采用低碳鋼絲、鋁鎂合金絲編織而成的,可以采用電鍍、熱度、噴塑、浸塑等方式進行防腐處理。橋梁護欄作為高速公路橋梁護欄專用產品,具有防腐、防老化、抗曬、耐候等特點。
橋梁護欄采用連接附件與熱鍍管支柱固定,比較經濟實惠,而且外形美觀,風阻少,經過鍍鋅涂塑雙涂層能夠延長使用壽命,減少維護費用。
橋梁護欄安裝工藝
一座成功的橋,要靠主體結構來支承,也要靠橋梁的構筑物——欄桿的建造,而組成一座完整的橋,從而達到美觀、實用、堅固、耐久的目的。橋梁護欄材質的選擇往往是由設計的時候考慮進去的,符合的標準,但是施工安裝也是很重要的,安裝的好壞決定它的性和美觀性。


聚宜興不銹鋼復合管廠是一家專門生產不銹鋼復合管、橋梁護欄、不銹鋼橋梁護欄 護欄立柱 雙金屬復合管欄桿及橋梁護欄圖片制作、加工安裝的大型企業。材料多樣,可滿足客戶不同的需求,特殊規格請咨詢:13061079788 鄧經理,本公司擁有 進的整套機械加工設備,各種焊接設備等,能夠自行設計,開發各種金屬材料和五金產品,能夠滿足市場各個企業的需求,提供安裝、調試、物流配 送的完善服務:設計和生產制作方面具有極強的生產加工能力及優質的質量保證和完善的售后服務體系,竭誠為用戶提供各種產品加工和技術服務。
橋梁護欄質量控制1、模板每次安裝前都要清理并涂刷脫模劑,脫模劑要涂刷均勻。2、護欄鋼筋焊接和綁扎要符合設計和規范要求,特別是內測的鋼筋位置要。3、模板安裝后要檢查模板的側面和頂面,模板的側面和頂面都要順直。4、護欄混凝土的表面的蜂窩麻面面積不得超過該面面積的0.5%,深度不超過10mm。 質量控制5、同一跨內的單側護欄應澆筑,端頭模板應用鋼模板,以保證端頭外觀平齊。6、護欄面與接縫處不得有開裂現象。錯臺、平整度、外觀質量問題要及時處理,并保證顏色一致。頂面平順美觀,高度一致。7、護欄全橋線性直線段順直,曲線段弧線圓順,無折線和死角。
公司本著的生產率,并以優良的品質以及合理的價格取得了各廠商們的一致認可。企業憑著講用、重譽、保質量以及守貨期的經營宗旨同時得到了各地廠商們賴。在此,本廠衷心地感謝大家一直以來不遺余力的支持和幫助,更希望大家繼往開來,在以后的相互合作中順利愉快,以能夠共同達成雙贏的局面, 用我的真誠,為您提供滿意的服務! 大量定做不銹鋼橋梁護欄立柱聚宜興金屬材料廠家供應公司堅持“勤奮創業、務實多贏”的方針,堅持依靠技術創新和先進的工藝裝備,以服務社會、造福大眾為己任,以滿足廣大客戶為宗旨,與時俱進,誠經營。我們的經營方針是:以質量求生存,以產品求發展,以譽保合作,以服務贏客戶.聚宜興復合管護欄廠家。公司精神:創新是永恒的主題,超越是不懈的追求。公司宗旨:譽一,誠為本。我們會以合理的價格,良好的譽,雄厚的實力,優質的產品,周到的服務,服務于廣大新老客戶!歡迎新老客戶前來洽談業務!



不銹鋼復合管怎么焊接?
焊接的時候由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量 小的焊接方法.同時,由于復合管的焊接順序為先焊復合層,后焊基層,所以,復合層的焊接質量是整個焊接過程中為重要的,故應考慮采用焊接質量高的焊接方 法,是復合管復合層為理想的焊接方法。
由于復合層和基層之間不易熔焊在一起,所以在組對前,首先進行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分十分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進行焊接。由于基層材質為碳鋼,是一種常見的材質,焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以提高焊接施工效率。
不銹鋼復合管復層的焊接
打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求 的工序,焊工必須具有過硬的技術水平和高 度的責任感。焊前必須對管子內部、焊縫背面充99.99%的氬氣一段時間用氣體氧含量測試儀從坡口間隙出處深入抽取氣體測量管子內部氧含量,當氧含量低于 50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。
采用氫弧焊焊接,復層不銹鋼純邊為1. 5--2.0mm,焊槍瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,氬氣流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。

名片")