以下是:青海省海西市焊接平臺有現貨也可定制的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 焊接平臺有也供應范圍覆蓋青海省 海西市 西寧市、海東市、海北市、海南市、玉樹市、果洛市、黃南市 等區域。 【偉業五金】以匠心打造多元場景產品,涵蓋西寧鑄鐵焊接平臺廠家廠家技術完善、海東鑄鐵焊接平臺廠家保質保量、海南鑄鐵焊接平臺廠家廠家定制、玉樹鑄鐵焊接平臺廠家質量優選、果洛鑄鐵焊接平臺廠家定制速度快工期短、黃南鑄鐵焊接平臺廠家源頭廠家供應等。焊接平臺有現貨也可定制,偉業五金機械廠(海西市分公司)weiye546-14為您提供焊接平臺有現貨也可定制產品案例,聯系人:李經理,電話:【18762195566】、【18762195566】,供應服務范圍覆蓋:青海省、西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州,州府駐德令哈市,是青海的8個地級行政區之一,地處青藏高原北部、青海省西部,地勢西北高,東南低,是典型的高寒干燥大陸性氣候區。全州總面積32.58萬平方千米,共轄3個縣級市,3個縣。根據第七次人口普查數據,截至2020年11月1日零時,海西蒙古族藏族自治州市常住人口為468216人。
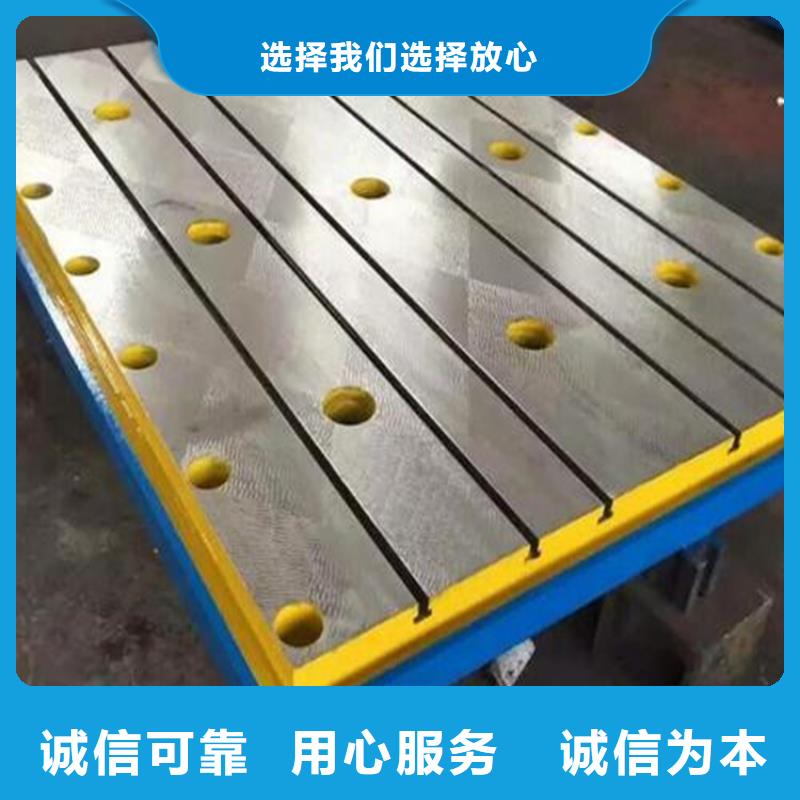
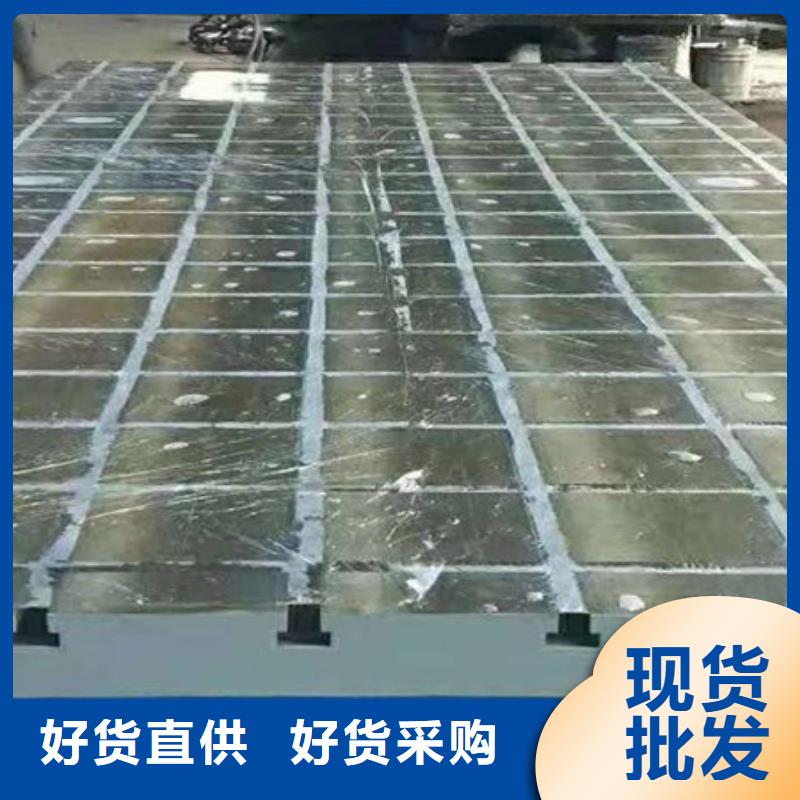
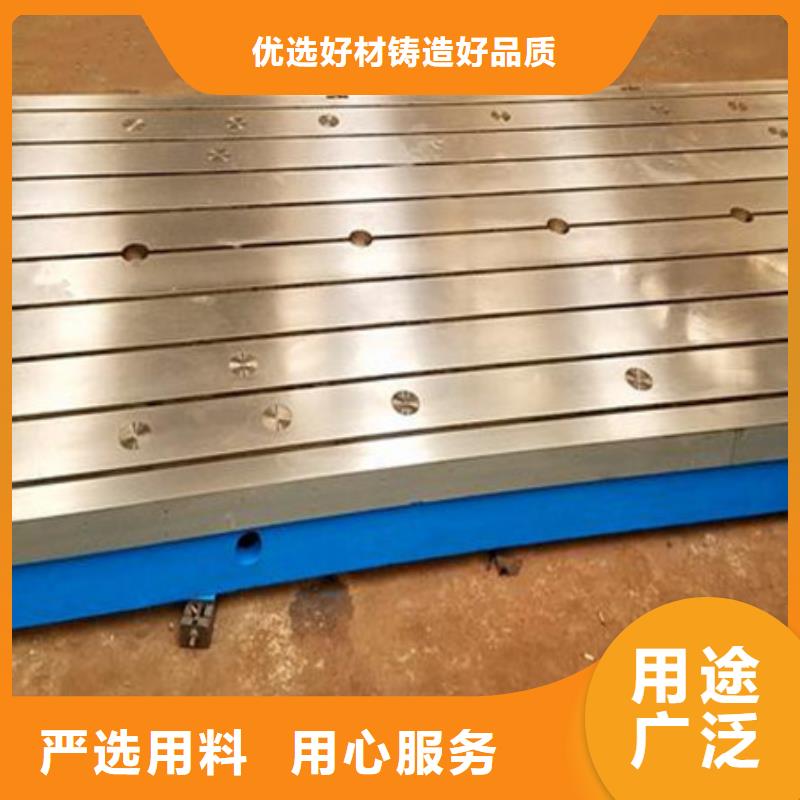
不容錯過的焊接平臺有現貨也可定制視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。以下是:青海海西焊接平臺有現貨也可定制的圖文介紹青海海西偉業五金機械廠可根據客戶要求生產定做不同規格的 鑄鐵焊接平臺廠家,我公司 鑄鐵焊接平臺廠家庫存量充足,品種規格齊全。本著低價經營,質量為主的銷售原則,讓客戶買的放心,用的舒心!誠信、專業、是我們的服務宗旨,我們將竭誠為新老客戶提供過硬的 鑄鐵焊接平臺廠家產品和優質的服務,也竭誠歡迎廣大新老客戶來電、來函,來人洽談業務,指導工作!
鑄鐵焊接平臺的熱處理工藝:1.應力退火,由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。
2.焊接平臺鑄件白口的高溫石墨化退火,鑄件冷卻時,表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5h,隨后爐冷到500—550℃再出爐空冷。在高溫保溫期間,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。
3.焊接平臺球鐵的正火,球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力。
青海海西偉業五金機械廠堅持“誠實守信,互補共贏”的經營理念,以優惠的價格,貼心的服務,真誠與社會各界有識之士合作,共謀發展。
由于 鑄鐵焊接平臺廠家價格浮動的因素,加上網絡上同行惡性報價的競爭,使得我們公司 鑄鐵焊接平臺廠家產品價格無法準確地展示給客戶,只是標出了參考性價格,如果您對我們公司的 鑄鐵焊接平臺廠家感興趣,請在網上留言或直接撥打電話,我們工作人員將在較短時間內為您報價。
提高焊接平臺或焊接平臺精度,減小在使用過程中焊接平臺的變形,我們采取以下方法來生產。
一、焊接平臺鑄件清砂后粗加工前高溫退火500-560 以鑄造時所產生的內應力。防止焊接平臺日后因溫度差變形;
二、焊接平臺精加工前二次退火或采用振動方式進行時效處理,殘余鑄造應力及粗加工后帶來的內部組織變化后產生的應力;
三、焊接平臺精加工后在恒溫室內進行人工刮研,研具應高于平臺要求精度1個等級,四人一組精研10天左右/件;
四、出廠前刮研必須高于設備安裝現場一個等級進行檢驗,以應對運輸時精度的變形;
五、現場進行調試,根據合象水平儀配合可調式橋臺進行測量誤差,把焊接平臺調整到所需的精度。
六、焊接平臺使用過程中注意保養,一年內調試一次;
鑄鐵焊接平臺一定要有精準的平面度,要想有精準的平面度必須具備一以下幾個條件:
一、厚度要求:主要包括平臺上工作面厚度,側圍厚度和高度,以及底面筋板的厚度、高度和密度。
二、材質要求:高強度鑄鐵HT200-300,硬度:HB170-240。
三、人工退火:在回火窯經過600-700度高溫退火時效處理。
四、自然時效:按國標標準應該是2-3年自然時效,由于此工序時間太長,企業受資金周轉影響已不可能等待那么長時間,多以激振器通過振動時效代替。雖然這種工藝的效果尚未明確,但在國際上已普遍使用。
五、沙眼與氣孔:0級與1級平臺不允許有氣孔與沙眼,2級和3級可以用與平臺同材質固體填充氣孔沙眼。注意:填充物的的硬度一定要低于平臺本身的硬度。
六、焊接平臺鏟刮工藝:人工鏟刮在鑄鐵平臺加工過程中是重要的工藝,它決定了鑄鐵平臺的平面度誤差大小,以及工作面的可接觸點數。0級板平臺在每邊為25㎜平方的范圍內不少于25點;1級平臺在每邊為25㎜平方的范圍內不少于20點;2級平板平臺在每邊為25㎜平方的范圍內不少于16點;3級平板平臺在每邊為25㎜平方的范圍內不少于12點。鏟刮完成后平臺四個邊棱倒鈍。
焊接平臺有現貨也可定制_偉業五金機械廠(海西市分公司),固定電話:【18762195566】,移動電話:【18762195566】,聯系人:李經理,工業開發區。